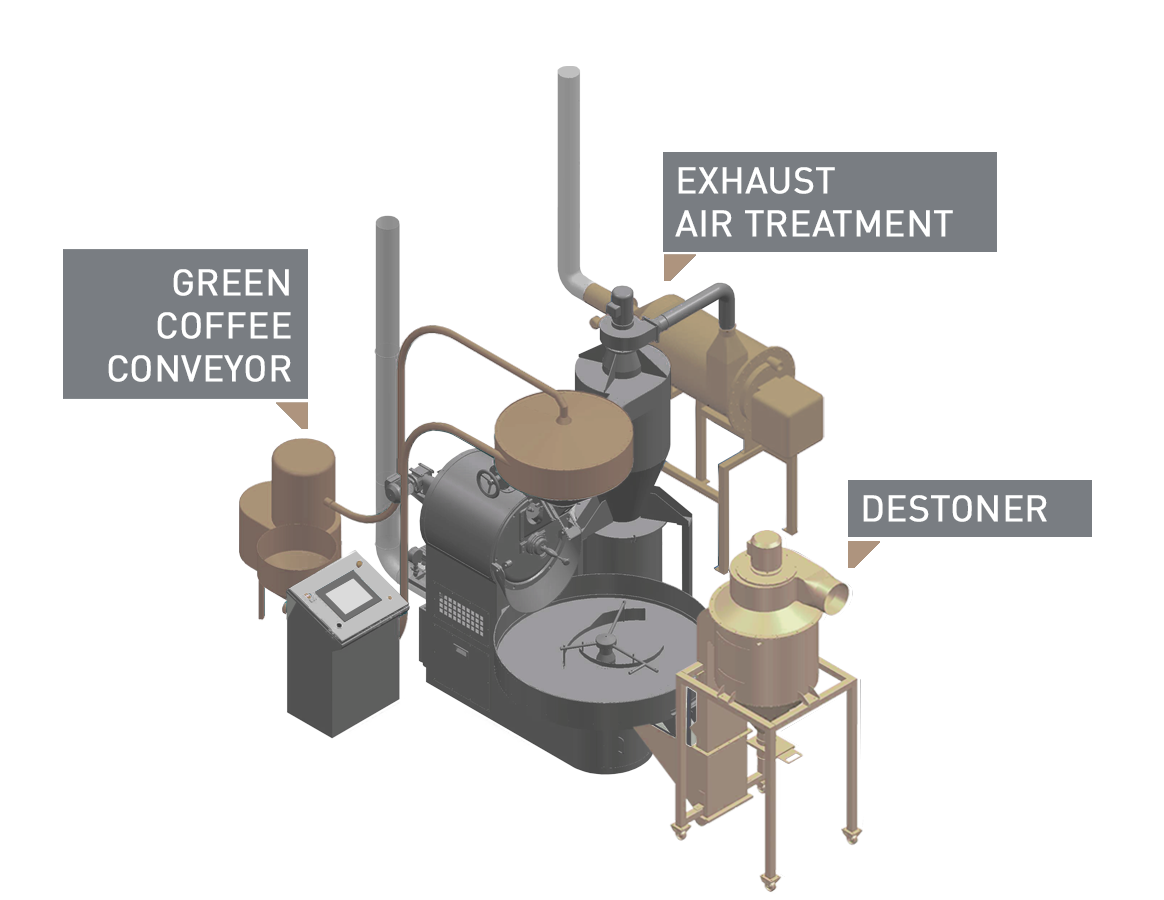
In addition to the shop roaster program, PROBAT offers a range of functional, machine-specific accessories. All components - from the green coffee conveyor to the modular exhaust air treatment - are characterized by particularly convenient handling.
The green coffee conveyors are used to conveniently feed green coffee into the hoppers of the PROBAT shop roasters.In this process, the coffee is transported by the feeding system into the hopper of the roasting machine using compressed air. When the roasting temperature is reached, the green coffee is fed directly from the hopper into the drum. In the UG and G series roasters as well as the G45, this process is automatic; in the P series, it is manual. In addition to the standard pneumatic feeding system, PROBAT offers the option of a bucket conveyor, which reduces the overall height of the system and works quieter than a pneumatic feeding device.
PROBAT destoners reliably remove foreign objects with a higher specific weight than roasted coffee, such as stones, glas or metal pieces. This reduces the risk of mechanical damage to downstream processing units, such as grinders, and increases the quality of the final product. To separate heavier foreign particles from the roasted coffee, a fan draws air through the destoner into the collection bin. If the airflow is adjusted correctly, only the roasted coffee is drawn in.
The PROBAT product portfolio for the treatment of the exhaust air released during the roasting process, can be tailored to individual requirements.
The passive PROBAT odor filters operate without additional energy supply. They reliably remove unwanted odor components from the roasting exhaust air. Visible exhaust air components such as soot particles are partially eliminated.
The PROBAT afterburners heat the roasting exhaust air to approx. 450° C by means of an additional fan burner. Due to the increased temperatures and the contact with the flame of the fan burner, visible roasting gases and odor emissions are significantly reduced.
First the roasting exhaust air is heated to approx. 450° C with the aid of a fan burner. Subsequently, the pre-cleaned exhaust air is passed through a retrofittable catalyzer. In combination with the temperature increase, the catalytic post-combustion causes a reduction of visible roasting exhaust gases as well as odor emissions to a minimum.










